



Non-contact Ultrasonic Inspection System SONOAIR R&D
Ask for a priceSpecification
-
Applications:
Non-contact ultrasonic testing of modern fibre composites such as GFRP and CFRP
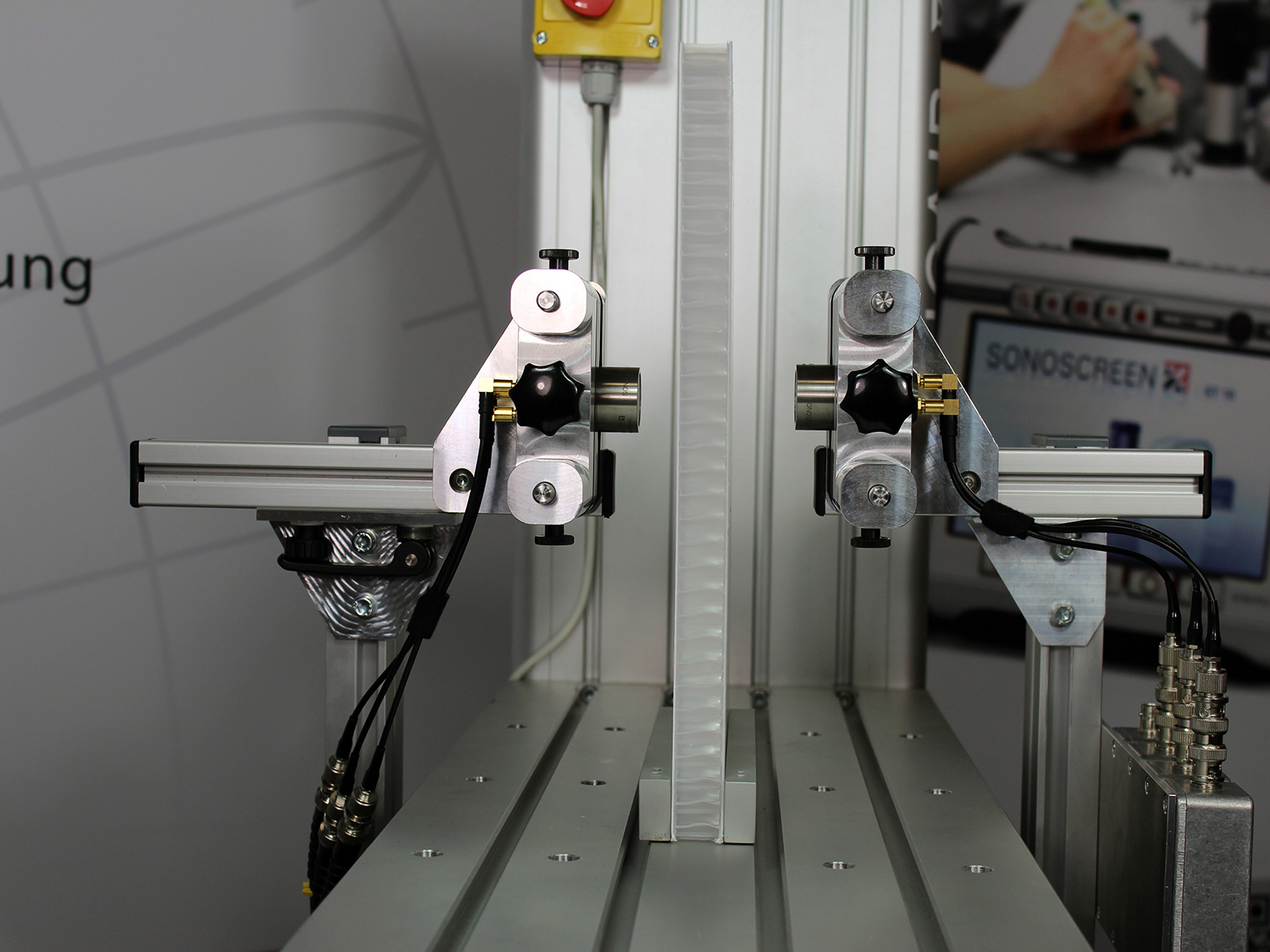
Inspection of highly attenuating materials such as honey comb structures, ceramics, plastics, wood, concrete etc. - Frequency: 35 kHz ... 3 MHz
- Suprafața de scanare: 500 mm x 500 mm x 160 mm (Other scanners on request)
- Positioning Accuracy: 20 μm
Description
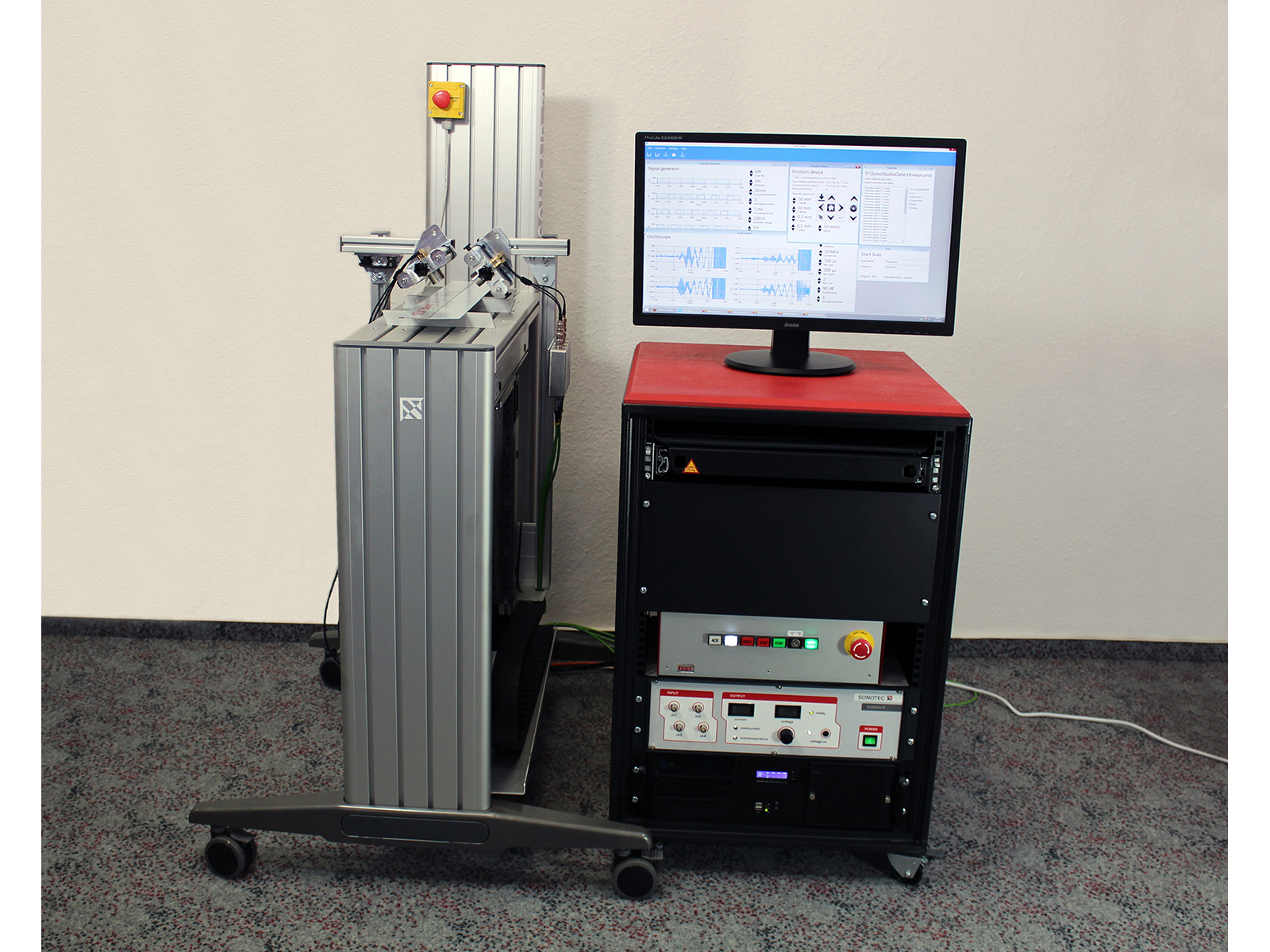
Non-contact Ultrasonic Inspection System SONOAIR R&D
SONOAIR R&D features a free configuration of the sender characteristics with a pulser voltage of up to 800 V. Through a combination of a pre-amplifier on the receiver (probe integrated or external) and a post-amplifier inside the electronics the system generates an ultra-low noise level of less than 1nV/√Hz. The receiver dynamic of 120 dB provides an industry leading signal to noise ratio (SNR) even with highly attenuating materials and leads to clear and reproduceable measurement results.
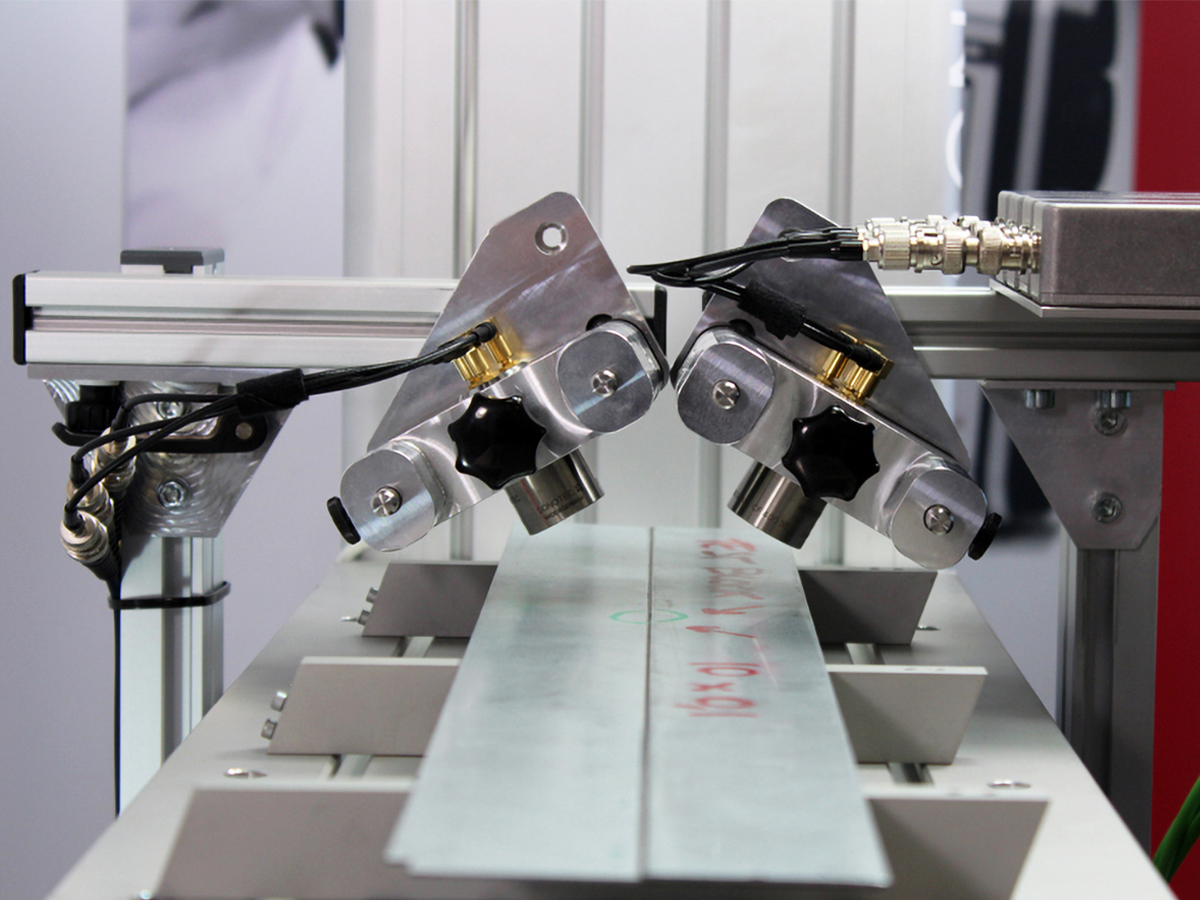
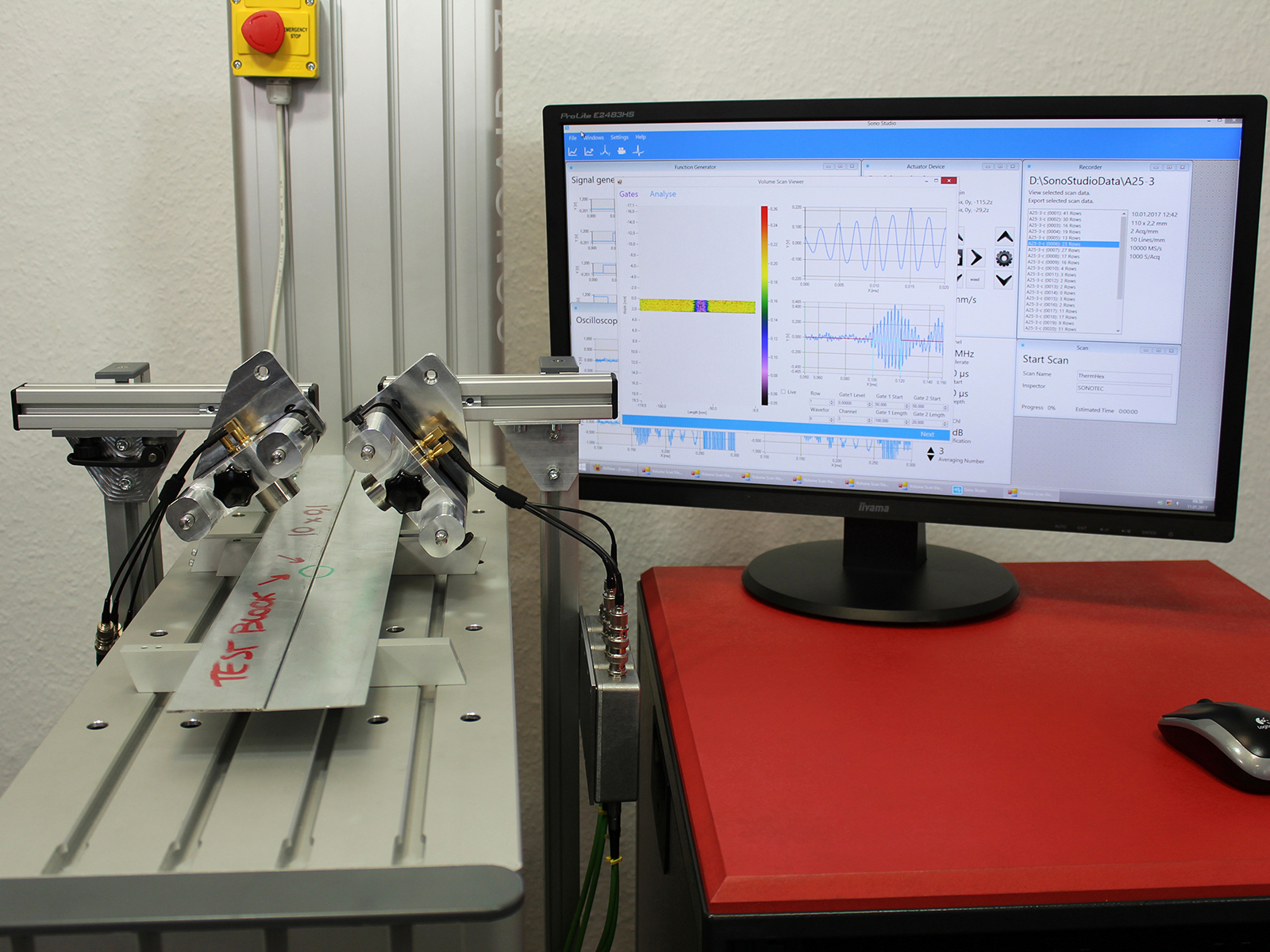
In contrast to conventional ultrasonic testing, no liquid coupling and no direct contact with the test object is required. Air-coupled ultrasonic testing (ACUT) is a well established procedure in the aerospace industry since its first introduction in the 1970s. However, the possibilities of the technology at that time were very limited (defect resolution, sensitivity, software post-processing, modularity, etc.) and were never really further developed.
With the advance of lightweight construction, renewable energies, additive manufacturing, etc., contact-free, air-coupled UT is gaining in importance again. Many components cannot be wetted with liquid coupling due to material or production-dependent properties, such as liquid causing the material to swell, peel, corrode, or otherwise be destroyed. Additionally, air-coupled ultrasound offers the benefit of low, highly penetrating frequency ultrasound combined with the short wavelength in air. This allows the nondestructive inspection of previously untestable composits like thick, multilayer honeycombs, foam cores or green or fiber reinforced ceramics.














